Traceability in Smart Manufacturing: Benefits & Strategies
The smart manufacturing Industry 4.0 paradigm marks a revolutionary change in product manufacturing that turns traditional factories into connected, intelligent systems. Machines now communicate with each other and respond to changes instantly.
The smart factory stands at the heart of this Fourth Industrial revolution. It uses data from system-wide physical, operational, and human assets to power automated manufacturing, predictive maintenance, and inventory tracking. Manufacturing traceability (digital factory tracking) plays a significant role in this ecosystem. Companies can track a product’s complete path from raw materials to finished goods. This ability becomes vital in safety-critical industries like food manufacturing and healthcare pharmaceuticals. It helps businesses meet regulatory requirements and improve their operational efficiency. Manufacturers have integrated smart labels, IoT sensors and RFID tags throughout their production lines. These industrial technologies provide up-to-the-minute data about production rates, inventory levels, and machine performance. The result is faster, better-informed data-driven decision making.
Understanding Industry 4.0 and Smart Manufacturing
The fourth industrial revolution represents a game-changing shift from traditional manufacturing methods by integrating smart technologies. German scientists first introduced this concept in 2011 while developing a high-tech strategy for their government. Industry 4.0 reshapes the scene by integrating operations with business processes and IT to boost efficiency, flexibility, and reduce operational costs.
Evolution from Traditional to Smart Factory 4.0
Manufacturing has grown through several distinct phases of the Industrial Revolution. The late 18th century saw the first industrial revolution that brought mechanization through water and steam power. Mass production became possible in the early 20th century with the second revolution’s electrification and assembly lines. The third industrial revolution brought electronics and computers for industrial automation.
Today’s Industry 4.0 takes manufacturing beyond basic automation to a world of cyber-physical systems (CPS) where the physical and digital worlds join. Smart factories stand apart from their predecessors. They focus not just on automation but on cognition, knowing how to gain knowledge and understanding through big data analysis. Manufacturers can now adapt to changes that seemed impossible before. One leading electronics company used smart factory principles and achieved 25% better production capacity with 50% fewer defective products.
Key Technologies: IoT, AI, and Cyber-Physical Systems
The smart factory ecosystem runs on several core Industry 4.0 technologies:
- Industrial Internet of Things (IIoT): Connects equipment, sensors, and devices across industrial environments, enabling automated data collection from machinery, production lines, and controllers
- Artificial Intelligence: Reshapes operations through data analysis, creating digital twins for production optimization and predictive maintenance
- Cyber-Physical Systems (CPS): Form the backbone of smart manufacturing by integrating software control with physical components
- Cloud Computing: Providing connectivity and facilitating data sharing across the organization
- Big Data Analytics: Processes and analyzes structured and unstructured data to identify patterns and optimize operations
Cyber-physical systems play a crucial role, especially when you have to collect and share data from all assets and areas of the plant. Cloud computing helps analyze this data to optimize the system. A McKinsey report shows that predictive maintenance systems can cut costs by 10-40% and reduce unplanned downtime by 50%.
Role of Data in Industry 4.0 Smart Factory
Data powers smart factories. Algorithmic analysis helps drive all processes, detect operational errors, provide user feedback, and predict inefficiencies. Industry 4.0’s true strength lies in how it uses both structured and unstructured data from the shop floor.
Smart factories use sensors on assets to pull data continuously from both new and traditional legacy sources. This approach keeps information current. Data from operations, business systems, suppliers, and customers creates a complete view of the supply chain and drives better efficiency.
These factories can predict future outcomes using historical and live data to improve uptime, yield, and product quality. Advanced systems can even adjust equipment and material flows based on the product being built and see the effects of those changes instantly. Manufacturers can now tackle challenges that traditional factory structures face, which leads to better productivity and market responsiveness.
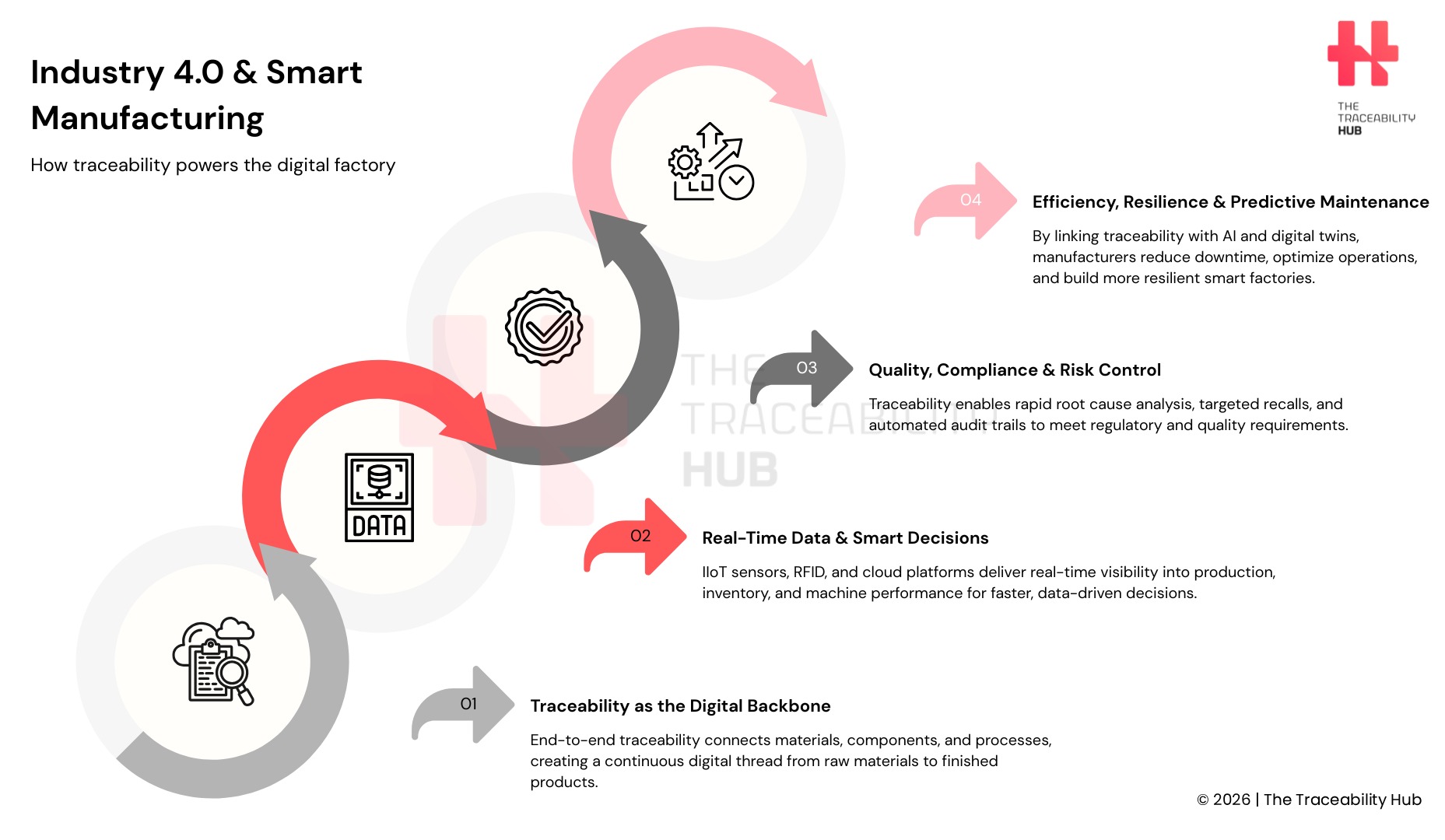
Traceability as the Backbone of the Digital Factory
Traceability acts as the central nervous system of digital factories in modern manufacturing environments. Manufacturing traceability lets companies track and trace products, components, and materials throughout the supply chain, from procurement through production, distribution, and to the end customer. Quality issues, audits, or product recalls can be addressed quickly through this complete visibility that creates a reliable historical record.
Definition and Scope of Manufacturing Traceability
Two essential dimensions work together to create a complete picture of a product’s trip through manufacturing traceability:
- Forward Traceability: Tracks a product’s movement from origin to end-user and documents each manufacturing step to ensure verification.
- Backward Traceability: Traces products or components to their source through the supply chain, which helps manufacturers identify root causes of quality or safety issues quickly.
Manufacturing traceability goes beyond simple record-keeping. The system answers vital questions about material origin, processing timelines, handling personnel, and product destination. This visibility creates an auditable history that supports quality assurance, regulatory compliance, and operational excellence in the smart factory environment.
Digital Thread from Raw Material to Finished Product
Organizations now manage product information throughout their lifecycle differently thanks to the digital thread. The system creates an integrated framework that connects product information from the original concept through final retirement, rather than treating design, manufacturing, and service data separately.
Companies with reliable digital threads can trace problems to their sources quickly, identify other affected products, and implement targeted solutions when product quality issues emerge. This connected approach enables unprecedented capabilities in quality management, root cause analysis, and continuous improvement.
The digital thread core function relies on IIoT-based solutions that maintain full traceability during manufacturing. Each production step gets documented while improving quality control and audit readiness. Sensors collect big amounts of data immediately from each production stage. This creates a rich digital log throughout the product’s lifecycle, which essentially becomes its digital twin.
Compliance and Regulatory Requirements in Traceability
Companies implement reliable traceability systems mainly because of regulatory compliance. Different industries must meet various regulatory requirements, though traceability remains essential across all manufacturing compliance frameworks.
The FDA’s Food Safety Modernization Act (FSMA) requires complete food traceability. To name just one example, see the recordkeeping requirements for foods on the Food Traceability List. Companies manufacturing, processing, packing, or holding these foods must keep records with Key Data Elements tied to specific Critical Tracking Events. The FDA can request this information within 24 hours.
ISO certification compliance benefits from traceability since ISO 9001 quality management standards require record maintenance that shows conformity. IATF 16949 requires complete traceability for safety-critical components in the automotive sector. This helps trace defects to their source.
Traceability has revolutionized from a compliance tool to a strategic necessity in modern smart manufacturing. This change comes from supply chain volatility, regulatory demands, and consumer expectations for transparency.
Core Technologies Enabling Traceability in Smart Factories
Technological breakthroughs are the foundations of traceability systems in smart factories. They create seamless tracking from raw materials to finished products. These interconnected technologies work together to give a complete view of manufacturing processes.
RFID and Barcode Integration in Production Lines
Radio Frequency Identification (RFID) and barcode technologies are the main identification methods in manufacturing traceability. Traditional barcode systems need line-of-sight scanning. RFID allows automated data collection without direct visual access, reducing human intervention and errors by a lot. This feature lets you scan multiple items at once, which speeds up inventory checks and products for shipment processing.
Manufacturers often use a “smart label” approach that combines both technologies. This integration creates a backup system where barcodes help when RFID chips get damaged or fail. The dual-technology approach also helps partners with different tech capabilities to access vital information without relabeling products.
IoT Sensors for Live Data Collection
Industrial Internet of Things (IoT) sensors work as the factory’s eyes and ears. They capture essential information across many dimensions. These devices detect various external stimuli, including temperature, pressure, vibration, and energy use, and turn them into data that humans and machines can understand.
Vision sensors employ cameras with specialized software to check the presence, orientation, and accuracy of parts on production lines. Temperature sensors watch component conditions and spot potential failures or overheating before they get pricey mechanical breakdowns. Movement sensors track equipment vibration that might show worn-out bearings, loose bolts, or failing motors.
“Smart” sensors mark the latest rise in technology. They process data within the device instead of needing programmable logic controllers (PLCs) to interpret data protocols. This breakthrough makes transmission more flexible and saves bandwidth by sending only needed information.
Cloud Platforms for Centralized Data Access
Cloud computing drives industrial transformation. It provides the resilient infrastructure needed to handle massive data volumes from IIoT devices. Cloud platforms offer expandable storage and processing capabilities that can handle both the volume and speed of manufacturing data, unlike on-premises solutions.
These platforms enable live analysis and access from anywhere. Stakeholders can monitor performance, predict maintenance needs, and respond quickly to production issues whatever their location. Cloud-based AI tools analyze production data instantly and find trends and patterns that traditional methods might miss.
Hybrid cloud and edge computing strategies optimize data processing through smart workload distribution. Edge computing enables live analysis of critical data at the source. The hybrid cloud stores less time-sensitive information centrally.
Digital Twin for Process Simulation and Monitoring
Digital twin technology creates virtual copies of physical objects, processes, and systems that exist in real time. These detailed simulations mirror their real-life counterparts’ characteristics and behaviors by using IoT, AI, and data analytics.
The digital twin works as a virtual copy of manufacturing operations. It constantly receives data from thousands of sensors throughout the physical production process. These smart sensors capture information across multiple dimensions, from machine behavior to factory environmental conditions.
Digital twins can spot unacceptable trends before they cause problems by analyzing incoming data streams and comparing them with ideal performance parameters. This analysis helps manufacturers adjust physical processes and optimize production without expensive trial-and-error approaches.
Industry 4.0 & Smart Manufacturing
Operational and Strategic Benefits of Traceability
Traceability offers real business advantages that go way beyond the reach and influence of basic compliance needs in smart factory environments. Manufacturing complexity continues to grow and knowing how to track and document each production step creates significant benefits for businesses of all sizes.
Faster Root Cause Analysis and Defect Resolution
Manufacturing plants with advanced traceability systems can spot and fix quality issues faster than ever before. Up-to-the-minute smart data analysis eliminates manual investigations by linking production, inspection, and test data to find defect sources. Quality problems trigger immediate alerts about affected batches, components, and production settings. This analytical approach contains defective products within hours instead of days or weeks. A car manufacturer’s implementation of this system cut downtime by 45% and saved $15 million.
Smart Manufacturing: Improved Inventory and Supply Chain Visibility
Complete traceability turns scattered data into applicable information across the product supply chain. Live tracking lets teams monitor stock levels, production status, and shipment locations precisely. Teams can reroute orders before delays spread and optimize operations. Batch and lot-level records link production runs to specific supplier inputs, which helps contain problems quickly when they occur. Most manufacturers don’t deal very well with inventory accuracy, but traceability systems help cut production waste, prevent stockouts, and lower excess carrying costs.
Smart Manufacturing: Enhanced Product Quality and Customer Trust
The smart manufacturing industry 4.0 uses traceability as a constant quality check system. Production data flows through the smart factory, so teams can catch and fix quality issues before they affect the final product. This proactive system reduces defective units and waste, which improves First Time Quality (FTQ) scores. Companies can prove their ethical sourcing and manufacturing practices, which build brand customer loyalty through better product transparency.
Support for Predictive Maintenance and Downtime Reduction
Detailed traceability powers predictive maintenance, key advancement in smart factory 4.0 systems. Equipment sensors constantly monitor parameters and warn maintenance teams about potential failures. The largest longitudinal study shows unplanned downtime costs industries $50 billion yearly, while poor maintenance cuts asset productivity by 5-20%. Predictive maintenance results speak volumes – maintenance costs drop by 25% and overall equipment effectiveness (OEE) jumps 10-12%. AI-powered predictive algorithms work with IoT sensors to shift maintenance from reactive to proactive, which extends asset life and reduces disruptions.
Challenges and Best Practices for Implementation
Smart manufacturing environments face several major challenges when implementing traceability. Organizations need a strategic approach to tap into the full potential of smart Industry 4.0.
Legacy System Integration and Data Silos
Manufacturing facilities typically operate as “brownfield” environments where old and new equipment coexists with different proprietary protocols. Data silos emerge from this integration complexity and block uninterrupted information flow. Many manufacturers face issues with scattered record-keeping systems and isolated databases. The solution lies in middleware that can bridge these gaps. These tools collect data from various legacy systems and convert it into formats that modern analytics tools can process.
Scalability of Traceability Systems
Only 15% of companies that invest in product traceability succeed at scale, despite running successful pilot projects. Data management complexity and blockchain’s cost and storage limits create scaling hurdles. The good news is that setting up a large-scale program requires the same effort as a pilot. This makes broader implementation more affordable per unit traced.
Training Workforce for Digital Tools
The digital skills gap remains a basic challenge across the manufacturing sector. Business suffers from worker shortages, according to 80% of executives. Automation could take over 30% of U.S. working hours by 2030. Companies must focus on employee training through various methods like apprenticeships, bootcamps, and hands-on instruction. Workers need to see technology as a tool that enhances their skills rather than replace them.
Step-by-Step Adoption: Start Small, Scale Fast
The most effective traceability programs begin in high-impact areas before growing larger. This method helps organizations create proper data standards, technology frameworks, and collaboration models. Companies should avoid getting stuck in “pilot purgatory”. A detailed scaling plan covering multiple application areas and use cases becomes essential. The key is to define clear business goals first. Companies can then use edge computing for time-sensitive data processing while cloud platforms handle deeper analysis of historical information.
Industry 4.0 Traceability: Powering the Digital Factory
Industry 4.0 has transformed manufacturing processes through state-of-the-art technology and connectivity. Traceability supports this revolution and enables manufacturers to track products throughout their lifecycle. This complete visibility satisfies regulatory requirements and delivers substantial operational benefits across the manufacturing ecosystem.
Smart factory principles help manufacturers improve their production capacity, product quality control, and operational efficiency. The digital thread connects production aspects and creates an unbroken information chain from raw materials to finished products. Companies now know how to respond quickly to quality issues, identify affected products, and implement targeted solutions.
RFID technology, IoT sensors, cloud platforms, and digital twins create a resilient infrastructure for traceability systems. These technologies collaborate to provide immediate data collection, centralized information access, and accurate process simulation. Manufacturers can detect problems before they escalate and optimize operations without costly trial-and-error approaches.
The benefits go way beyond the reach and influence of mere compliance. Companies with resilient traceability systems report dramatic reductions in defect resolution time, improved inventory accuracy, better customer trust, and maintenance cost savings. These systems’ predictive maintenance capabilities prevent costly unplanned downtime that costs industries billions annually.
Legacy system integration, scalability problems, and workforce training present challenges, but manufacturers can overcome these obstacles through strategic implementation. Success comes from starting with high-impact areas, establishing data standards, and making employee training a priority.
Manufacturing’s future belongs to organizations that become skilled at traceability within their smart factory initiatives. Companies that guide the transition to Industry 4.0 will realize the full potential of efficiency, quality, and competitive advantage. Traceability has ended up transforming a compliance necessity into a strategic asset that optimizes manufacturing excellence in an increasingly complex global marketplace.
Read more: EUDR Compliance for Palm Oil Supply Chains: Traceability Guide