


Why Smart Factories Need RFID Beyond the Hype
A shocking 13.2% of food never makes it to retail shelves because of poor stock management and distribution problems. RFID manufacturing solutions address these challenges head-on by enabling real-time tracking and more accurate RFID inventory management in manufacturing and smart factory environments.
RFID technology in manufacturing goes beyond theory, delivering concrete operational benefits through automated data capture, improved manufacturing traceability, and stronger quality control. RFID systems support accurate management of batch numbers and expiry dates, which is especially critical in regulated manufacturing industries. Companies adopting RFID in manufacturing operations can track products with near-perfect accuracy, reducing errors, improving work order tracking, and ensuring timely production and delivery.
Despite the proven benefits of RFID in manufacturing, many manufacturers still hesitate to fully implement RFID solutions on the factory floor. This gap between RFID’s theoretical potential and real-world smart manufacturing execution remains significant. This article explores practical RFID applications in manufacturing, drawing on real-life case studies and process-level examples where RFID manufacturing solutions deliver measurable improvements across production environments.
Why RFID Needs a Reality Check in Smart Manufacturing
RFID technology in manufacturing promises significant improvements across production operations and smart manufacturing environments. However, a clear reality gap exists between the theoretical potential of RFID solutions and their actual performance on the factory floor. Many manufacturing companies implement RFID in manufacturing processes without fully understanding system requirements, leading to wasted investment, failed deployments, or limited operational impact.
The Gap Between RFID Theory and Factory Floor Execution
The biggest challenge in modern manufacturing is not inventorying shortages, but the lack of real-time factory floor visibility and the disconnect between physical product movement and digital tracking systems. Adoption data highlights this gap clearly: the U.S. Department of Defense strongly promoted RFID adoption, yet only 5% of its suppliers use RFID in warehouses. Adoption among consumer-packaged goods (CPG) manufacturers is even lower, with just 2% tagging outbound shipments.
Most manufacturers are still learning how to effectively deploy RFID technology in manufacturing environments. Early adopters faced significant obstacles, including technical uncertainty, limited availability of suitable RFID software, and difficulties integrating RFID with enterprise information systems (ERP and MES). These challenges were amplified by unrealistic expectations created by overpromising RFID manufacturing benefits, which often failed to translate into real-world factory performance.
Common Misconceptions about RFID Implementation
Several persistent myths continue to limit successful RFID implementation in manufacturing:
- RFID is just an advanced barcode – Many organizations underestimate RFID by viewing it as a barcode replacement rather than a full manufacturing automation and traceability solution.
- A one-size-fits-all approach works – Effective RFID manufacturing solutions must be tailored to specific industry, process, and operational requirements. Inside the Factory it’s good for the production line tracking: RFID tags can monitor semi‑finished goods as they move through different stages of assembly. In the warehouse management, it automates inventory counts, reduces human error, and speeds up inbound/outbound logistics.
Outside the factory it’s useful for the returnable assets management: tracking containers, baskets, pallets, or bottles to ensure they are returned and reused. For the supply chain visibility RFID enables end to end tracking of goods across transport hubs, warehouses, and retail outlets. And for product authentication it helps fight counterfeiting by verifying genuine items in distribution. - Environmental factors don’t matter – RFID projects frequently fail when companies ignore the impact of liquids, metals, and electromagnetic interference on RFID system performance.
- RFID is only suitable for large enterprises – Smaller manufacturers often overlook RFID, despite scalable RFID solutions for small and mid-sized manufacturing operations.
Why Many Manufacturers Hesitate to Adopt RFID
According to a GAP Marketing Research Survey, lack of knowledge (20%) and cost concerns (18%) remain the primary barriers to RFID adoption in manufacturing. Manufacturers are often concerned about integrating RFID with existing supply chain and manufacturing systems, and some organizations discover that poorly planned RFID projects fail to align with actual business needs.
Balancing RFID accuracy, read range, speed, and cost continues to challenge decision-makers. In addition, supply chain partners often wait for others to initiate RFID adoption, creating a stalemate that slows widespread RFID implementation across manufacturing industries.
Core Benefits of RFID in Manufacturing Environments
When implemented correctly, RFID technology in manufacturing environments significantly improves operational performance across the factory floor. Manufacturers using RFID for inventory management in manufacturing report accuracy levels of up to 99.9%, far exceeding the 60–80% accuracy typically achieved with traditional barcode-based systems. These measurable gains highlight the concrete benefits of RFID in manufacturing operations, extending well beyond inventory control.
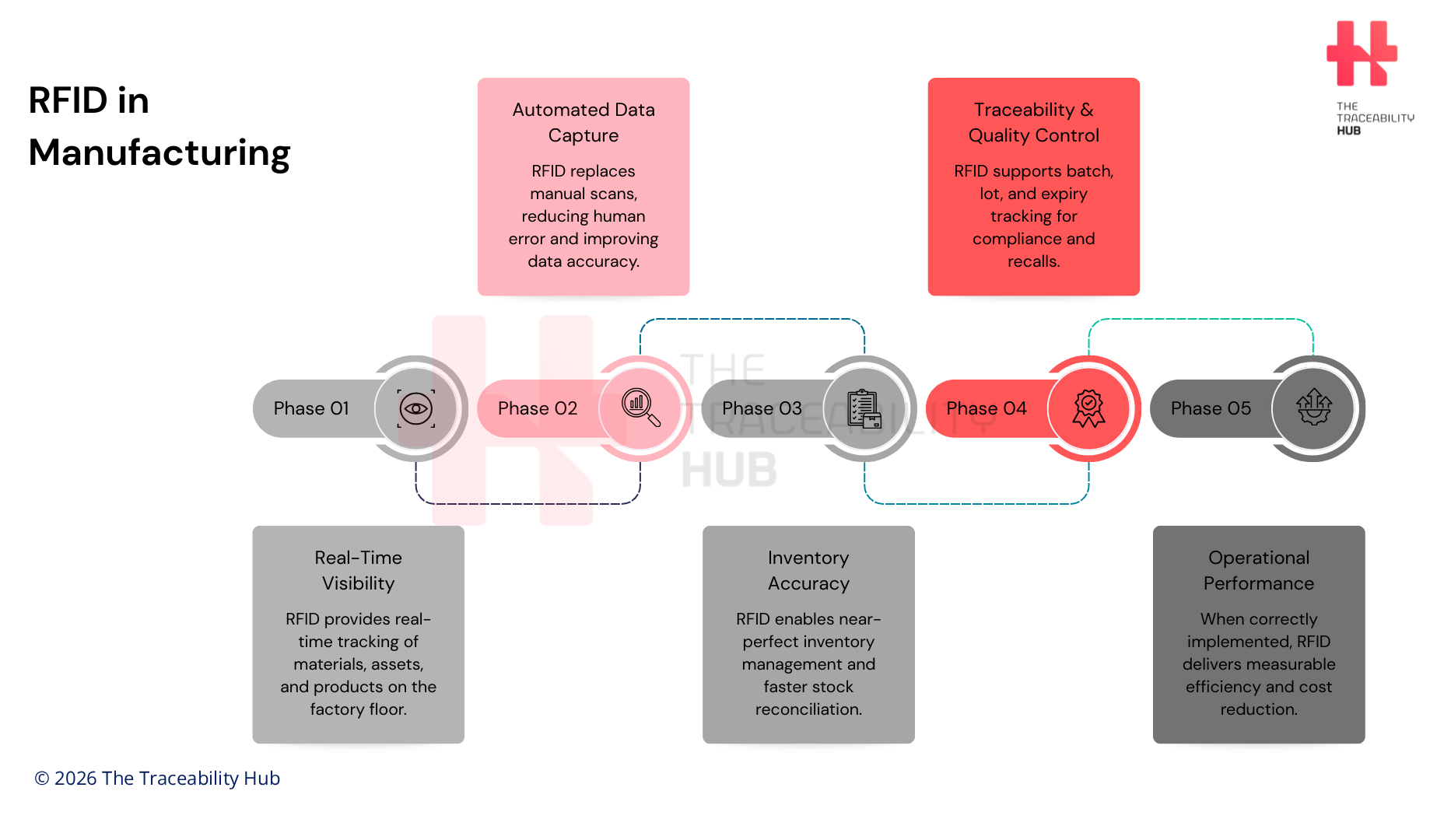
Real-Time Asset Tracking Across Production Lines
RFID asset tracking in manufacturing enables continuous monitoring of materials and provides real-time visibility across production lines. In Industry 4.0 and smart manufacturing environments, UHF RFID systems play a critical role by optimizing each stage of the manufacturing process. As RFID-tagged items move between workstations, manufacturers can capture precise cycle time data, automatically identify bottlenecks, and ensure the right components are available at each assembly point. This level of real-time production tracking delivers end-to-end control, from receiving raw material to finished shipping goods.
Automated Data Capture for Reduced Human Error
Manual data collection and barcode scanning introduce costly errors that disrupt manufacturing execution systems. RFID automation in manufacturing eliminates many of these issues by removing human intervention from data capture. Automated RFID systems reduce labor costs associated with manual tracking and significantly lower the risk of human error that can lead to recalls, rework, and customer dissatisfaction. With handheld RFID readers, a single operator can perform inventory counts in minutes instead of hours, even in large warehouses and production environments.
Batch-Level Traceability for Quality Assurance
RFID traceability in manufacturing enables detailed batch-level and lot-level tracking, storing critical data such as batch numbers, production dates, and processing timestamps directly on RFID tags or linked systems. This creates reliable audit trails for regulatory compliance, especially in regulated manufacturing sectors. When quality issues arise, manufacturers can quickly identify which supplier lots were used in specific finished products. RFID systems also track which tools, machines, and production lines interact with each item, allowing teams to pinpoint defect sources with precision.
Faster Inventory Reconciliation Using RFID Readers
Manufacturers leveraging RFID inventory management solutions spend up to 80% less time locating and reconciling inventory. RFID readers enable automated, non-line-of-sight scanning that replaces disruptive manual counts. According to MarketsandMarkets research, these efficiency gains are helping drive the global RFID market toward USD 25.24 billion by 2033. When integrated with existing ERP and manufacturing systems, RFID manufacturing solutions provide continuous inventory visibility with accuracy levels approaching 98%, eliminating the need for traditional cycle counts.
How RFID Enhances Specific Manufacturing Processes
RFID implementation in manufacturing delivers its greatest value when applied to specific manufacturing processes that directly address operational inefficiencies. Real-world RFID manufacturing use cases show how this technology moves beyond theory, enabling practical RFID applications on the factory floor that improve visibility, control, and execution across production environments.
Work Order Tracking with RFID-Enabled Travelers
Manufacturing facilities achieve immediate gains in production visibility by implementing RFID work order tracking. When work orders or manufacturing travelers are equipped with RFID tags, the system generates automatic status updates as orders move through each production stage. This eliminates manual data entry errors and allows managers to locate work orders in real time anywhere on the production line.
In one industrial manufacturing case, an aviation parts manufacturer implemented RFID-tagged manufacturing travelers and achieved significant operational improvements. Leadership gained real-time visibility into order status, managers quickly recovered misplaced travelers, and customers received more accurate and timely production updates. This RFID-enabled tracking system transforms physical workflow into digital manufacturing visibility, addressing a core factory floor challenge.
Production Line Monitoring Using RFID Tags on Equipment
RFID tracking in manufacturing extends beyond materials to include tools, fixtures, and production machinery. By attaching RFID tags to critical assets, manufacturers create automated equipment tracking and asset monitoring systems that record usage patterns, support preventive maintenance, and reduce unplanned downtime. Organizations typically reduce tool search time by 20–40% after deploying RFID equipment tracking solutions.
Strategically placed RFID readers capture equipment movement across production areas, enabling teams to analyze workflows, identify bottlenecks, and optimize production line performance without manual intervention. This level of real-time production monitoring supports smarter scheduling and more efficient manufacturing execution.
Expiry and Batch Tracking in Regulated Industries
In regulated sectors such as pharmaceuticals and food manufacturing, RFID traceability solutions play a critical role in compliance and risk management. RFID batch and expiry tracking in manufacturing ensures accurate monitoring of batch numbers, lot codes, and expiration dates throughout the production process.
Pharmaceutical manufacturers use RFID systems to track especially high‑value or sensitive medications and verify proper storage and handling conditions across facilities. Food producers rely on RFID-based manufacturing traceability to automatically capture timestamps as products move through processing stages. During recalls, handheld RFID readers enable rapid identification and location of affected batches, significantly reducing response time and operational disruption.
RFID in Manufacturing
Case Study Insights: RFID in Action on the Factory Floor
Real-world RFID implementations in manufacturing clearly demonstrate how this technology impacts day-to-day operations on the factory floor. These RFID manufacturing case studies highlight measurable performance improvements, while also revealing critical lessons learned from both successful and unsuccessful deployments.
How a Mid-Sized Electronics Manufacturer Reduced Stockouts
A mid-sized retail electronics manufacturer implemented RFID inventory management in manufacturing and retail operations by tagging all store items with RFID technology. As a result, the company achieved an 87% reduction in stockouts, driven by real-time inventory visibility and accurate identification of each SKU using electronic RFID tags.
Before RFID implementation, inventory accuracy was low and unreliable. After deployment, inventory accuracy increased by 64%, enabling better forecasting and replenishment. Improved RFID-enabled inventory visibility also strengthened the manufacturer’s omnichannel strategy, aligning physical store inventory with online sales channels. Inventory counts that were previously performed once a year were transformed into monthly RFID-based counts completed in just a few hours.
Improved Recall Response Time in a Food Processing Plant
Food processing manufacturers significantly improved recall management and product traceability through RFID tracking systems in manufacturing and distribution. RFID-enabled cartons automatically triggered alerts when recalled products arrived at distribution centers, allowing teams to respond immediately.
This capability proved critical given that 65 food recalls occurred in the U.S. in 2023, removing more than 4 million pounds of food from retail shelves. Using handheld RFID readers, workers rapidly identified affected products by scanning RFID tags containing batch and lot-level data, eliminating the need to dismantle pallets for manual inspection. The result was faster recalls, reduced labor costs, and improved food safety outcomes.
Lessons Learned from Failed RFID Rollouts
Not all RFID implementation projects in manufacturing succeed, and failures are rarely caused by the technology itself. Instead, most issues stem from strategic and organizational missteps. Common causes include the absence of internal RFID champions, insufficient discovery and planning phases, unrealistic expectations of RFID manufacturing benefits, misaligned use cases, and lack of change management.
Manufacturers can mitigate these risks by appointing clear project owners, investing in RFID discovery workshops, defining realistic success metrics, prioritizing high-value and practical use cases, and implementing comprehensive training programs. These best practices significantly increase the likelihood of successful RFID adoption in manufacturing environments.
Why RFID in Manufacturing Delivers Real Results
RFID technology in manufacturing plays a critical role in modern smart manufacturing environments, delivering tangible value across production operations. This article has shown how RFID manufacturing solutions move beyond theory to provide measurable results, from 99.9% inventory accuracy to an 87% reduction in stockouts when RFID is implemented effectively.
Despite these proven RFID manufacturing benefits, a significant gap still exists between RFID’s potential and its real-world adoption on the factory floor. Many manufacturers continue to delay RFID implementation in manufacturing due to perceived cost, complexity, and integration challenges. This hesitation places them at a competitive disadvantage, while early adopters gain efficiency, visibility, and operational resilience.
The RFID manufacturing case studies explored in this article highlight a clear pattern: success depends far more on strategy and execution than on technology itself. Electronics manufacturers achieved dramatic improvements in RFID-enabled inventory visibility, while food processors significantly reduced recall response times through RFID traceability solutions. In contrast, most failed RFID projects were driven by poor planning, unrealistic expectations, and lack of organizational ownership, not technical limitations.
For manufacturers evaluating RFID adoption, the most effective approach is to start with high-value, process-specific use cases. RFID work order tracking, equipment and asset monitoring, and batch-level traceability in manufacturing consistently deliver fast returns on investment. These initiatives are most successful when supported by proper training, clear governance, and dedicated RFID champions within the organization.
Looking ahead, RFID is becoming foundational to the future of manufacturing and supply chain visibility. As adoption accelerates, RFID will evolve from a competitive differentiator into a core requirement for connected, data-driven production environments. Manufacturers that overcome implementation barriers today will be best positioned to bridge the gap between physical operations and digital intelligence, preparing their factories for the next generation of smart, connected manufacturing.
Read more: Italian Cuisine Beyond UNESCO: How Traditional Methods Shape Future Food

